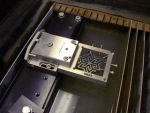
Urządzenie pneumatyczne, pokazane na rys, 38-7a, jest przeznaczone do kontroli stanu wierteł o małych średnicach (ok. 1,5 mm) na podstawie sprawdzania przelotowości wywierconych otworów. Elementem kontrolującym jest główka 5 typu A lub B, która zostaje dociśnięta do powierzchni przedmiotu obrabianego w miejscu wykonanego otworu. Przewód powietrzny główki jest zakończony gumowym pierścieniem 4 mocowanym za pomocą tulejki 3. Pierścień ten uszczelnia powierzchnię styku główki z przedmiotem obrabianym, wskutek czego powietrze z przewodu powietrznego może wypływać tylko przez przewiercony prawidłowo otwór. Sprężone powietrze o nadciśnieniu 0,154-0,20 MPa jest doprowadzane do układu kontrolnego przedstawionego na szkicu bocznym. Gdy otwór nie został wykonany przelotowo, następuje wzrost ciśnienia powietrza nie mogącego swobodnie wypływać z główki. Drugi koniec przewodu powietrznego jest połączony z mieszkiem kontrolnym 1, a zatem wzrost ciśnienia powietrza powoduje deformację mieszka, głównie jego przyrost długości. Zmiana ta wywołuje obrót dźwigni 2. Znajdująca się na lewym końcu dźwigni śruba regulacyjna naciska na wyłącznik elektryczny, powodując przepływ prądu w obwodzie sterującym i wyłączenie silnika napędowego. Jednocześnie następuje sygnał o konieczności wymiany uszkodzonego wiertła.
więcej